Plastic Injection Molding

1.What is plastic injection molding?
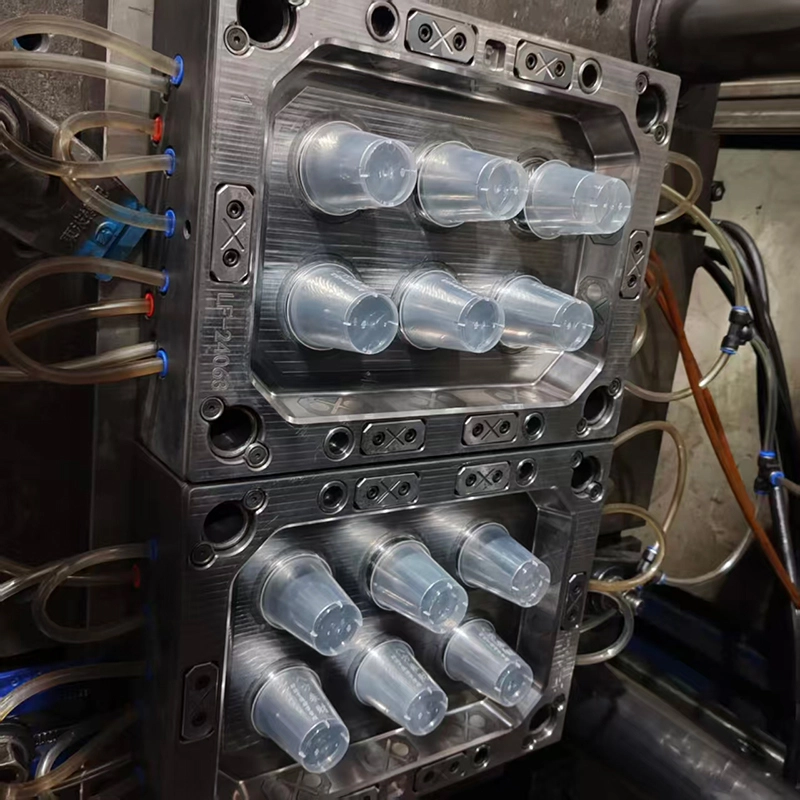
Injection molds are tools developed for the mass production of plastic parts. Their structure and functionality are mainly designed based on customer product requirements.
2.Key dimensions of Plastic injection molding
(1)Product Structure Dimension (Design / Geometry)
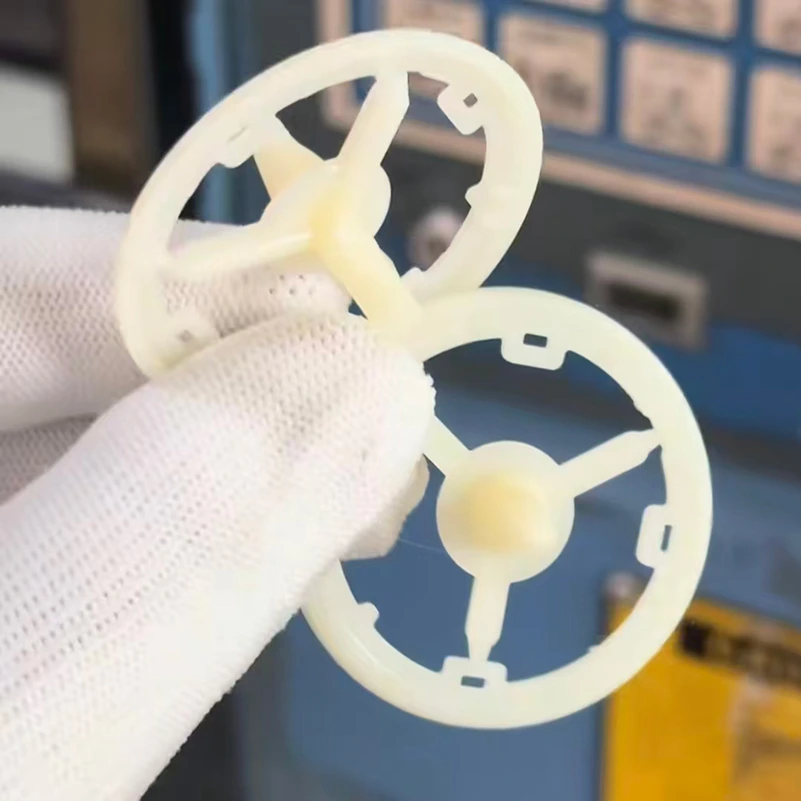
This is a fundamental dimension, which includes product types and appearance requirements, such as automotive components, home appliance parts, medical products, and consumer goods. Among these plastic part categories, automotive components are generally the most complex. The complexity of the product directly affects the complexity of the mold design, such as undercuts, the number of sliders, whether secondary ejection is required, and the layout of cooling and oil channels.
In addition, the wall thickness uniformity of plastic parts affects the flow stability of the molten plastic during injection molding and may lead to defects such as sink marks.
Direct impact:
Mold structural complexity, cost, and molding difficulty

(2)Material Dimension
The material dimension can generally be divided into two categories: product materials and mold materials.
Common plastic product materials include PP, PS, PET, PE, PC, PVC, ABS, and PMMA. Due to the varying degrees of corrosiveness of different plastics on mold steels, and the high surface finish requirements of certain products, appropriate mold steel must be selected. For example, when using 45# steel as a mold core, the surface finish of the molded parts is typically relatively low; whereas S136 mold steel offers excellent polishing performance and is more suitable for high-gloss appearance products.
In some plastic housing products, glass fibers are added due to limitations in the base material properties to enhance mechanical performance, such as tensile strength, flexural strength, and impact resistance, while also improving heat deflection temperature and reducing shrinkage.
In addition, different application fields require different materials. For example, PP has good heat resistance and is commonly used in tableware applications; PTFE has excellent chemical resistance and is widely used in chemical and industrial fields.
Direct impact:
Mold steel selection, gating design, and cooling system design



(3)Precision and Tolerance Dimension
For injection molds, our most cost-effective approach is to apply the highest level of precision only where it is required. In critical areas, we can achieve tolerances of around 0.005 mm (0.5 micron-class), while for non-critical areas we typically control tolerances within 0.01 to 0.05 mm. For example, on mating surfaces clearly specified in the 3D drawings, we machine and finish them to the highest standard. We use Prussian blue and red lead for fitting inspections, with Prussian blue being more commonly used for high-precision molds.
For some plastic cosmetic parts, there are surface finish requirements such as matte, texture, or high-gloss.
Our factory is fully equipped, and we rarely rely on external processing. This allows us to maintain strong batch-to-batch consistency of molds. For example, in multi-cavity molds, we ensure the precision of each cavity remains consistent.
Direct impact:
Machining precision, equipment level, and overall cost




(4)Production Volume and Mold Life Dimension
In general, the production volume of plastic parts is closely related to the service life of the mold. Depending on the customer’s required output, we select different mold materials accordingly. In most cases, customers will also specify material requirements at the early stage of the project.
For low-volume plastic products, for example those with a mold life requirement of less than 1,000 shots, we typically use 6061 aluminum alloy for the mold core. Since 6061 aluminum has a hardness of around 95 HB, it is relatively soft and therefore has lower wear resistance and a shorter service life. However, for low-volume tooling, using aluminum can reduce costs by around 30%, helping customers significantly lower their initial investment.
For steel molds, P20 typically has a service life of around 100,000 to 300,000 shots, 718H around 300,000 to 500,000 shots, and NAK80 and S136 can generally reach around 500,000 to 1,000,000 shots.
Direct impact:
Mold steel grade selection (e.g., P20, H13, S136,718H)




(5)Mold Structure and Process Dimension (Tooling Design)
Mold structure is typically designed by mold design engineers and generally consists of seven main systems: the gating system, molding system, cooling system, ejection system, guiding and alignment system, venting system, and mold base system.
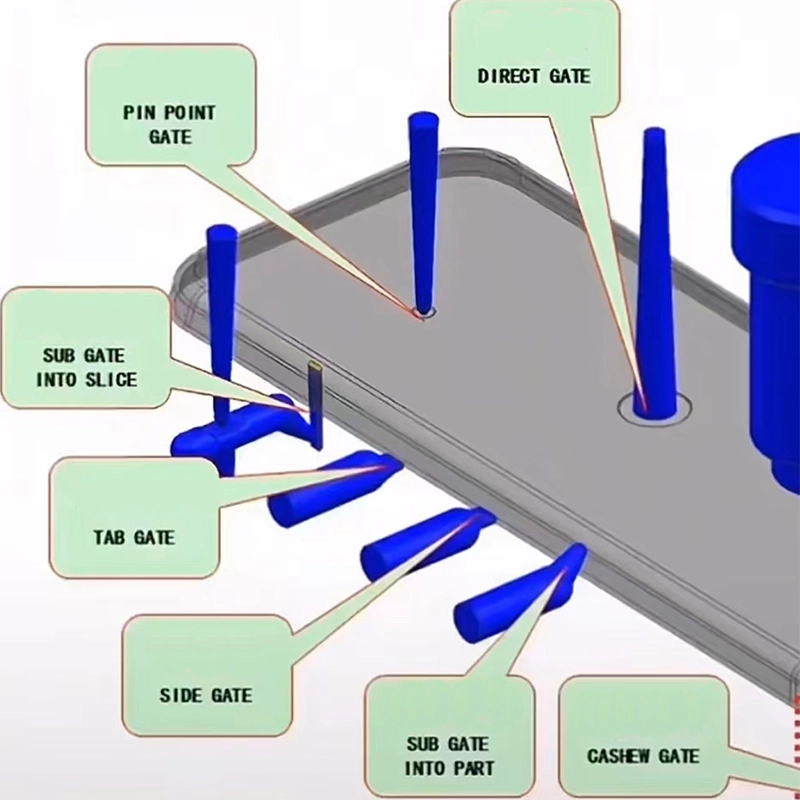
The gating system can be classified into hot runner and cold runner types depending on the temperature control method. If strict requirements are placed on post-processing of the gate, a pin-point gate can be used, which is typically applied in three-plate mold structures.
The ejection system can be divided into ejector pins, lifters, and air ejection systems, among which ejector pins and lifters are the most commonly used.
In addition, due to process complexity, there are also some special mold types that require higher manufacturing capability, such as two-shot molds, overmolding (insert molding), and insert molds.
Mold complexity, production efficiency, and unit cost